Otinus OT-41 to nasz najpopularniejszy sterownik. W tym artykule omówimy funkcje, działanie oraz jego obsługę. Być może zdecydowałeś, że prasa krawędziowa z tym sterownikiem to najlepszy wybór dla Ciebie. Jeśli chcesz odświeżyć swoją wiedzę, ten artykuł również powinien Cię zainteresować. Celem przypomnienia – OT-41 pozwala na sterowanie CNC prasami krawędziowymi Otinus. Zapewnia przyjazne użytkownikowi zarządzanie procesem gięcia. Między innymi poprzez tworzenie i zapisywanie programów, niezależne sterowanie każdym z tłoków czy wysokością położenia zderzaków. Opisane funkcje pozwalają na wdrażanie skomplikowanych projektów w życie.
Możliwość zapisania do 2000 programów, z sekwencją 40 kroków
Tworzenie kopii zapasowej programów na pendrive
Automatyczne obliczanie kąta i kompensacji dla podanej długości gięcia
Obliczanie wymiaru przed / po zagięciu
Wsparcie zarządzania bazą matryc, stempli oraz bezpiecznych przejazdów belki zderzaka
Wsparcie dla systemów bezpieczeństwa takich jak bariery świetlne i wyłączniki krańcowe
Baza danych różnych materiałów do gięcia / parametry do obliczeń automatycznej kompensacji
Obsługa osi X, Y1, Y2, R oraz automatycznej kompensacji strzałki ugięcia (crowning – oś C/V).
Wybór języka: polski / angielski
Ekran naszego sterownika
Na dotykowym pulpicie zaraz po uruchomieniu ukazuje się graficzny interfejs obsługi użytkownika. Wyświetla on aktualny program (domyślnie – program używany przed wyłączeniem maszyny).
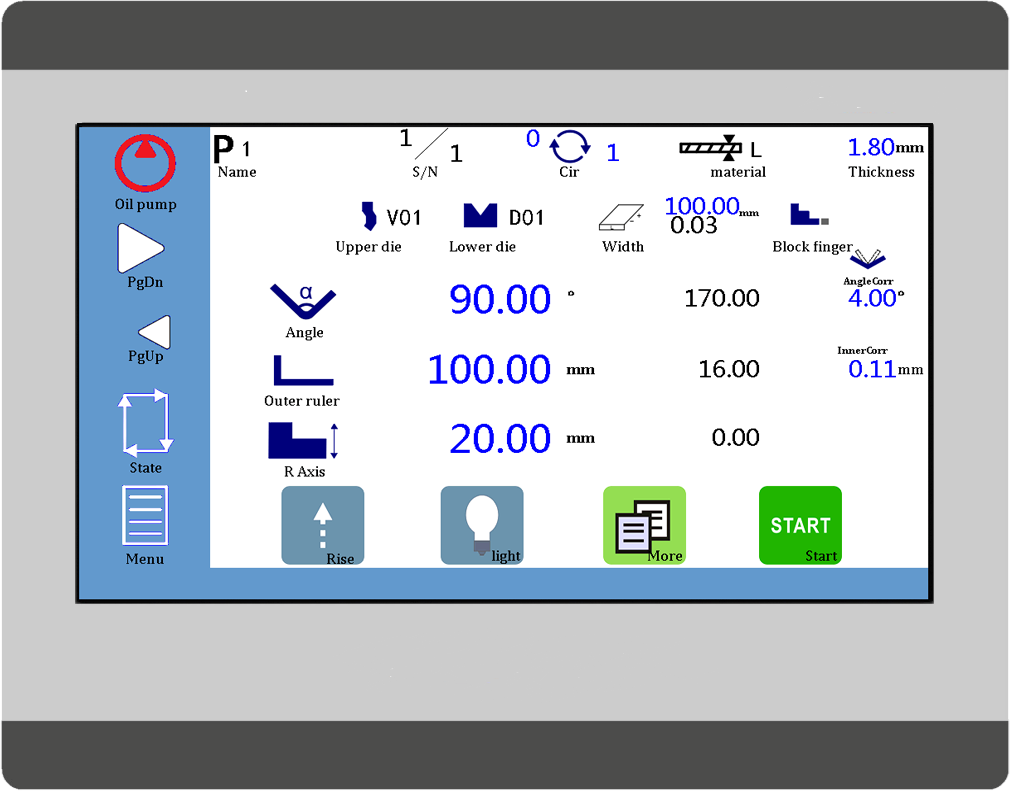
W polach ekranu możemy zauważyć pozycje (grafika poniżej), pozwalające na programowanie następujących parametrów prasy:
pozycję z nazwą programu: „P 1 Name” – możemy tutaj wpisać nazwę
ilość kroków do wykonania w programie „S/N”
ilość powtórzeń aktualnego kroku gięcia „Cir”
ikona materiału mamy możliwość wybrania rodzaju materiału z bazy „L”
grubość obrabianej blachy wyrażoną w milimetrach „Thickness”
wybrany do pracy stempel „Upper die V01”
wybrana matryca „Lower die D01”
szerokość materiału w milimetrach, która w kombinacji z wyborem materiału z bazy danych, pozwala na obliczanie automatycznej kompensacji kąta gięcia 'Width” *ta funkcja nie odpowiada za strzałkę ugięcia, crowning dostępny jest w submenu „More”
wybrany zderzak osi X, w prasach z opcją sterowania osią R pozwala na wybór jednej z trzech pozycji, co zwiększa możliwy zakres długości gięcia „Block finger”
zadany do wykonania kąt gięcia „Angle” oraz w tej samej linii korekta kąta gięcia, wartości jak np 1° powodują, że blacha będzie niedoginana o 1 stopień, a -3° powodują przegięcie o 3 stopnie „AngleCorr”
wymiar na który chcemy zagiąć materiał wyrażany w milimetrach, do wyboru mamy podanie dwóch wartości – linii gięcia „Inner ruler”, miejsca w którym stempel zagina blachę. Drugim rozwiązaniem jest podanie wymiaru, który chcemy otrzymać po zagięciu „Outer ruler” oraz w tej samej linii, korekta wymiaru w milimetrach „InnerCorr”
wartość wysokości belki zderzaków „R Axis”, określa pozycję na której mają ustawić się zderzaki przy gięciu, funkcja przydatna przy gięciu różnych Z-owników, czy bazowania kroku gięcia od płaszczyzn nie zaginanych na 90 stopni.
wystartowanie prasy w celu ustawienia się na zadane pozycje „Start”
dostęp do submenu z dodatkowymi opcjami jak np odjazd zderzaków podczas gięcia, czas gięcia „More”
Pozostałe przyciski pozwalają nam na wykonanie następujących poleceń przez sterownik:
Włączenie pompy oleju „Oil Pump”
Przejście do kolejnego kroku gięcia / karty ustawień „PgDn”
Przejście do poprzedniego kroku gięcia / karty ustawień „PgUp”
Status maszyny „State” – submenu, w którym możemy zobaczyć stan pracy podzespołów maszyny
Rozwijane „Menu” – pozwala na wybór trybu pracy automatycznego, manualnego oraz dostęp do parametrów maszyny
możliwość włączenia światła w przestrzeni roboczej „light”
możliwość podniesienia belki gnącej za pomocą przycisku na ekranie „Rise”
Programowanie OT-41
Poniższa grafika raz jeszcze opisuje wszystkie funkcje ekranu głównego naszego sterownika.
Aby poprawnie zaprogramować krok gięcia musimy określić:
grubość i rodzaj giętej blachy (wyrażona w milimetrach np 1.80mm jak widać poniżej, rodzaj materiału – L)
wybrać odpowiedni stempel oraz matrycę (z bazy 30 zapisanych pozycji, w oparciu o zasadę: szerokość matrycy = 8x grubość blachy)
szerokość zaginanej blachy (dzięki temu maszyna dopasuje głębokość zejścia suwaka, aby utrzymać zadany kąt na odpowiednio większych / mniejszych blachach)
dobrać pozycję zderzaka w zależności od potrzeb „block finger”- wybieramy jedną z trzech pozycji. *opcja dostępna przy prasie z automatyczną osią R
wpisać odpowiedni kąt, na jaki ma zostać zagięta blacha (w razie odchylenia od zaprogramowanego, kąt korygujemy za pomocą „AngleCorr”)
określić wymiar, na jaki ma zostać zagięta blacha (w razie odchylenia wymiaru od zadanego, możemy go skorygować za pomocą „InnerCorr”)
Po wpisaniu interesujących nas parametrów (jak na przykładzie powyżej) naciskamy przycisk start. Sterownik automatycznie ustawi maszynę na wybrane przez nas parametry, a osie na ich pozycje. Pozwoli nam to na wykonanie napisanego właśnie programu i gięcie przygotowanych wcześniej elementów.
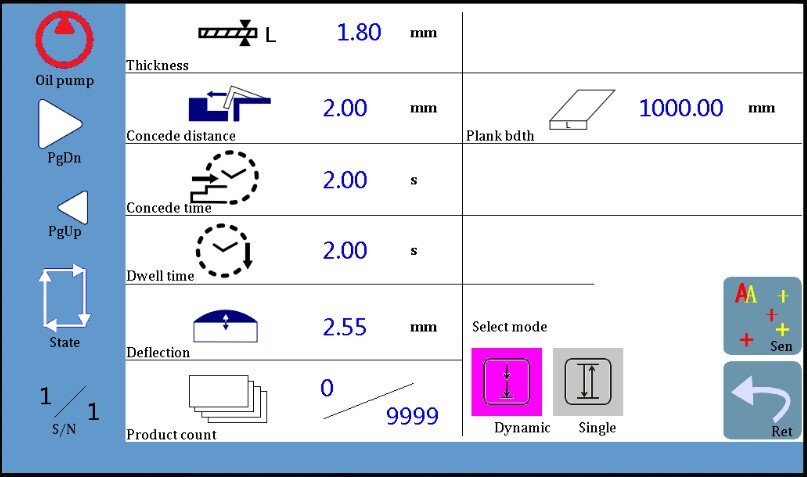
Dodatkowe opcje w programie – przycisk „More”
Pod przyciskiem ( More ) znajdziemy dodatkowe opcje, które możemy wykorzystać przy każdym z kroków gięcia.
Wśród opcji znajdziemy takie pozycje jak:
„Thickness” – grubość materiału, który aktualnie zaginamy
„Concede distance” – odległość na którą mają odjechać zderzaki podczas gięcia *[funkcja przydatna przy zaginaniu różnego rodzaju Z-owników]
„Concede time” – opóźnienie odjazdu zderzaków, funkcja pozwala na dostosowanie czasu, po którym zderzaki mają zacząć odjeżdżać podczas wykonywania procesu gięcia
„Dwell time” – s tym miejscu ustawiamy czas, przez który maszyna ma zaginać element i przytrzymywać go w matrycy
„Deflection” – wartość kompensacji strzałki ugięcia/crowningu wyrażonego w milimetrach, funkcja jest powiązana z pozycją „Plank bdth”
„Plank bdth” – w tym miejscu wpisujemy szerokość wyginanego elementu, co pozwala sterownikowi na automatyczne wyliczenie wartości kompensacji strzałki ugięcia „Deflection”
„Product count” – jest to licznik sztuk, w miejscu gdzie widzimy 0 naliczają się wykonane sztuki. W miejscu gdzie widzimy 9999 możemy wpisać interesującą nas liczbę powtórzeń programu
„Select mode” – pozwala nam na wybór trybu gięcia, „Dynamic” to tryb gdzie gięcie oraz otwarcie musimy wykonywać za pomocą pilota. „Tryb Single” za to pozwala na gięcie za pomocą pilota, maszyna wraca na górną pozycję automatycznie po wykonanym kroku gięcia
„Ret” – powraca do głównego ekranu ustawień programu gięcia
„Sen” – pozwala na przejście do kolejnego submenu
„Sen” czyli parametry osi w OT-41
Po wciśnięciu w submenu „More” przycisku „Sen” otworzy nam się ekran ustawień, który wygląda następująco:
Pozwala on ma ustawienie kilku istotnych parametrów. Między innymi tego jak mają zmieniać się kroki gięcia, czy mają pojawiać się podczas nich jakieś przerwy itp.
„Continuous interval time” – pozwala na ustawienie przerwy między każdym z gięć w trybie pracy automatycznej
„Point move (dwell time)” – funkcja pozwala na zmniejszenie ciśnienia hydraulicznego spowodowanego sprężynowaniem materiału w trakcie gięcia
„X axis” – funkcja pozwala na wybór punktu odniesienia dla programowanej osi X, „absolute” oznacza pozycjonowanie bezwzględne
„Pause time(clamping point)” – w tym miejscu możemy określić czas postoju belki gnącej, przy zmianie z prędkości zjazdu do prędkości roboczej
„Step delay” – pozwala określić po ilu sekundach od wykonania aktualnego kroku gięcia, sterownik przełączy program do następnego kroku
„Buzzer” – odpowiada za sygnały dźwiękowe sterownika
„display comments” – ta opcja pozwala nam na wyświetlanie komentarzy (między innymi błędów itp)
„display boardwidth” – pozwala na ukrycie na ekranie głównym parametru szerokość arkusza
„Changing positioning condition” – podobnie do wspomnianego wcześniej „Step delay” ma wpływ na zmianę kroków. Pozwala wybrać opcję „At once”, krok gięcia w programie zmieni się po wykonaniu gięcia. „Step again” – aby prasa zmieniła ustawienia na kolejny krok, należy potwierdzić tą opcję pilotem.
Podsumowanie
Mamy nadzieję, że po zapoznaniu się z tym wpisem obsługa sterownika OT-41 będzie jeszcze prostsza. Opisaliśmy wszystkie funkcje sterownika oraz ich praktyczne zastosowanie razem z naszymi prasami krawędziowymi. Jeżeli posiadasz jeszcze jakieś pytania, skontaktuj się z nami. W Otinus pomagamy dopasować odpowiednie rozwiązanie do Twoich potrzeb. Zgodnie z mottem „We serve You” uważamy, że zadowolenie naszych klientów to klucz do wspólnego sukcesu.
Otinus Polska Sp. z o.o. (dawniej P.W. REMASZ Michał Obrzut) realizuje projekt dofinansowany ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach Osi priorytetowej 1. Wzmocnienie innowacyjności i konkurencyjności gospodarki regionu Działania 1.5 Opracowanie i wdrażanie nowych modeli biznesowych dla MŚP Poddziałania 1.5.3 Wsparcie procesu umiędzynarodowienia przedsiębiorstwTytuł projektu: Wejście firmy Otinus Polska Sp. z o.o. (dawniej P.W. REMASZ Michał Obrzut) na rynki zagraniczne poprzez udział w targach.
Celem projektu jest dywersyfikacja rynków zbytu, wzrost przychodów firmy, wyszukiwanie partnerów na rynkach zagranicznych, a także promocję gospodarczą regionu. Działania prowadzone w ramach projektu przyczynią się do rozpoznawalności polskiej marki na rynkach międzynarodowych.
Dofinansowanie projektu z UE: 637 521,65 zł