W dzisiejszym artykule poruszę temat, naszego najmniej zaawansowanego sterownika do obsługi prasy krawędziowej, jakim jest Estun E21. Opiszę jego główne funkcje oraz porównanie z bardziej zaawansowanym sterownikiem. Zapraszam do lektury.
Sterowanie numeryczne – to nazwa określająca przetwarzanie informacji cyfrowej oraz generację sygnałów sterujących ruchem maszyn lub urządzeń. Służy do sterowania procesem wytwarzania geometrycznie zdefiniowanych przedmiotów tzn. takie, które są opisane cyfrowo na podstawie rysunku technicznego lub modelu CAD, np. sterowaniem obrabiarek.
Główną różnicą między sterowaniem NC, a CNC przy wyższych modelach naszych pras jest możliwość programowalnych funkcji, ilość zapisywanych programów, prędkość i dokładność działania maszyny. Sterownik NC wybieramy przeważnie wtedy, kiedy potrzebujemy zaginać proste elementy jak kątowniki, gdzie zarówno precyzja jak i mnogość funkcji są mniej istotne, a nie chcemy przeznaczyć na zakup maszyny odpowiednio wyższej kwoty.

Interfejs omawianego sterownika prezentuje się w następujący sposób:

Jak widzimy na powyższym rysunku, sterownik posiada wyświetlacz. Ekran ten wyświetla nam informacje takie jak aktualna pozycja zderzaków (oś X), aktualna pozycja belki gnącej (oś Y). Analogiczne – pozycje zaprogramowane przez użytkownika. Wprowadzamy je po naciśnięciu przycisku start, a maszyna dokonuje obliczeń i przejazdu na zadane pozycje.
Za pomocą przycisku zmiany trybów programowania możemy przejść między różnymi menu. Są to trzy karty dla gięcia pojedynczego, sekwencji kilku gięć (tzw. programów) oraz menu ustawień. Po funkcjach widocznych na ekranie poruszamy się za pomocą strzałek, umieszczonych bezpośrednio pod nim. Dane wprowadzamy z klawiatury numerycznej i zatwierdzamy je przyciskiem Enter. W przypadku popełnienia błędu, możemy go usnąć za pomocą przycisku „usunięcia wpisu”. Przycisku „Kropka” używamy jako separatora części setnych milimetra zarówno dla wysokości jak i wymiaru gięcia. Jeżeli za szybko wprowadzimy zmiany programu i uruchomimy proces obliczania, możemy go przerwać za pomocą przycisku „Stop”. W razie chęci manualnego dostosowania parametrów naszej prasy używamy przycisków oznaczonych żółtym kolorem.
Jak wspominałem wyżej, możemy przełączyć się między trzema kartami. Pierwsza karta przedstawia okno trybu gięcia pojedynczego.

Poniżej zobaczyć można opis każdej z pozycji ekranu „Single”, który widzimy powyżej. Wszystkie widoczne pola zostały opisane w języku polskim.

Jest to tryb, pozwalający nam na zapisanie sekwencji kilku gięć. Przydatny jest gdy po czasie powtarzamy gięcie takiego samego, skomplikowanego wyrobu. Pozwala nam on zapisać ustawienia, jakie sprawdziły się przy poprzednim wykonywaniu powtarzalnego elementu. Okno tego trybu wygląda następująco:
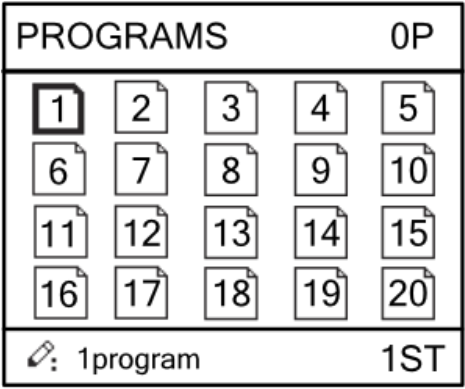
Możemy wykorzystać opcję zapisu do 40 unikalnych programów, numerowanych 1-40. W przypadku wyrobów powtarzających się w naszej produkcji co określony czas, w łatwy sposób możemy wrócić do użytych ostatnio parametrów. Pozwala to na oszczędność czasu. Niestety pamięć jest ograniczona do 40 pojedynczych programów. Dlatego w produkcji typowo usługowej polecamy sterownik Otinus OT – 41 lub Delem.
Jest to trzeci z ekranów programowania maszyny, pozwalający na wprowadzenie stałych. Odpowiadają one za nastawy podstawowych funkcji sterownika, używanych w programach.

Poniżej znajduje się tabela, w której opisany jest każdy z parametrów. Zostały opisane w języku polskim.

Prasa ze sterowaniem Estun E21 to urządzenie przeznaczone do wykonywania prostych zagięć. Sterownik jest bardzo prosty w obsłudze, ponieważ nie posiada zbyt wielu funkcji, które wykonuje za użytkownika. Sprawdzi się w warsztatach, gdzie wykonywane są proste elementy, a ich dokładność nie musi być aż tak wysoka. Wymiar ustalamy za pomocą osi X, a planowany kąt uzyskujemy za pomocą wpisania głębokości, na jaką ma zjechać blok gnący. Sterownik nie jest wyposażony w żaden kalkulator, przez co wszystkie obliczenia musimy wykonywać ręcznie. To czasochłonny proces, a ten czas możemy przeznaczyć, na pracę wraz z lepszym systemem sterowania maszyną.
W przypadku wykonywania różnorodnych elementów zdecydowanie warto rozglądać się za prasą krawędziową ze sterownikiem CNC, który znacznie skróci czas wykonywania zadań. Zapraszam do kontaktu z naszymi technikami i działem handlowym. Specjaliści Otinus doradzą Wam odpowiednie rozwiązanie, skrojone na miarę waszych potrzeb.

Otinus Polska Sp. z o.o. (dawniej P.W. REMASZ Michał Obrzut) realizuje projekt dofinansowany ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach Osi priorytetowej 1. Wzmocnienie innowacyjności i konkurencyjności gospodarki regionu Działania 1.5 Opracowanie i wdrażanie nowych modeli biznesowych dla MŚP Poddziałania 1.5.3 Wsparcie procesu umiędzynarodowienia przedsiębiorstw Tytuł projektu: Wejście firmy Otinus Polska Sp. z o.o. (dawniej P.W. REMASZ Michał Obrzut) na rynki zagraniczne poprzez udział w targach. Celem projektu jest dywersyfikacja rynków zbytu, wzrost przychodów firmy, wyszukiwanie partnerów na rynkach zagranicznych, a także promocję gospodarczą regionu. Działania prowadzone w ramach projektu przyczynią się do rozpoznawalności polskiej marki na rynkach międzynarodowych. Dofinansowanie projektu z UE: 637 521,65 zł